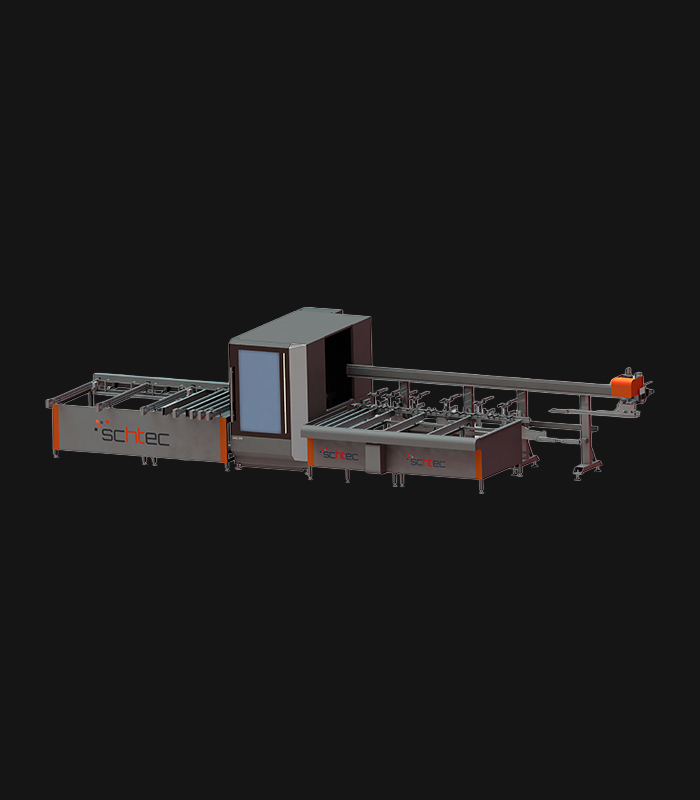
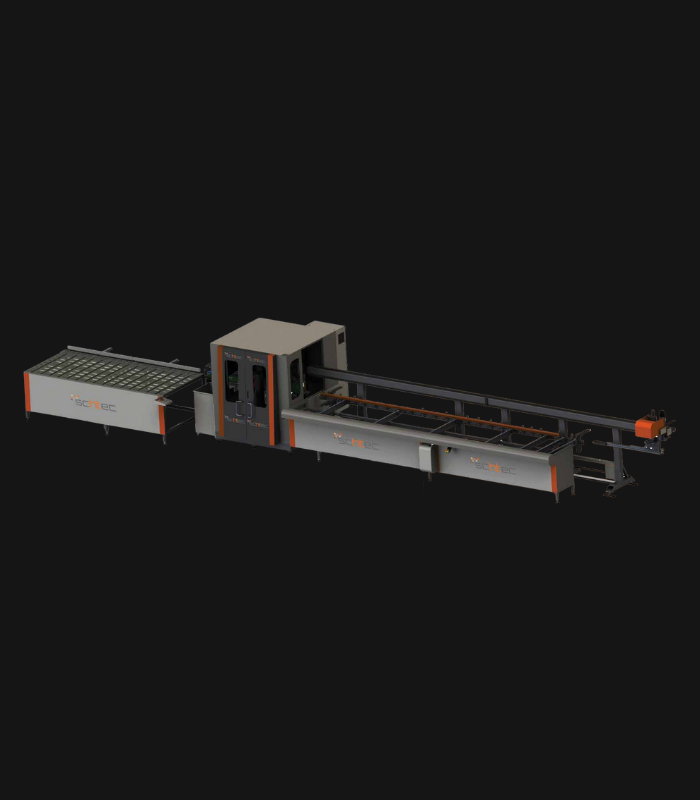
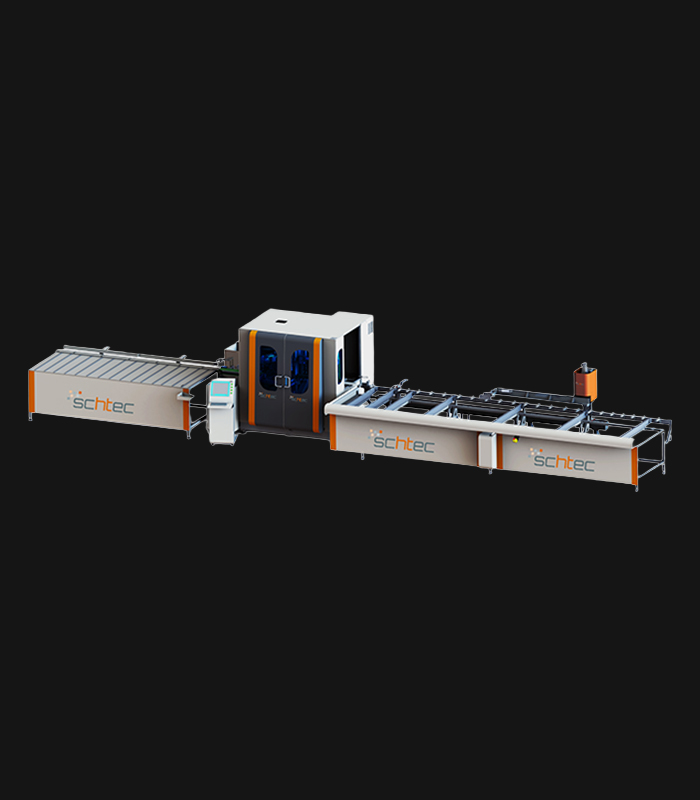
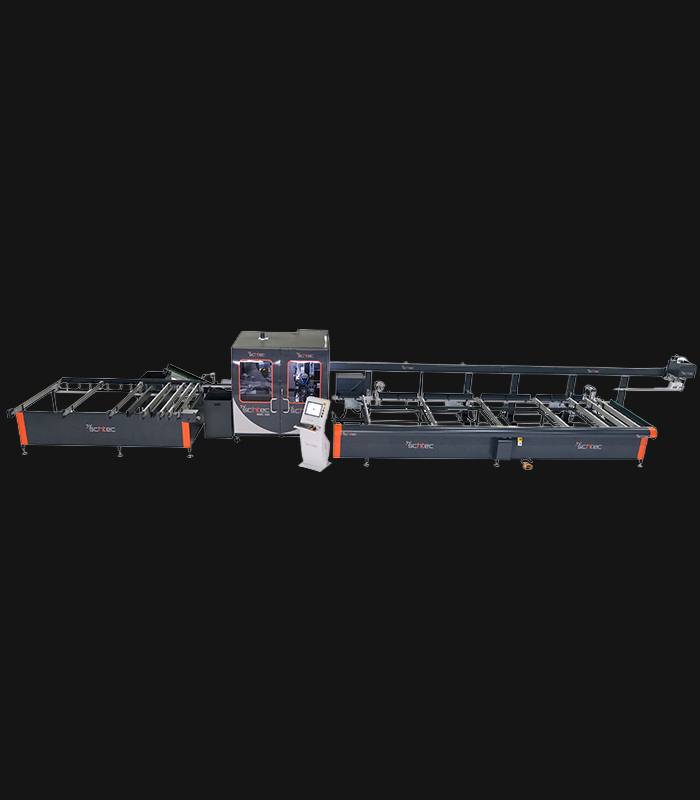
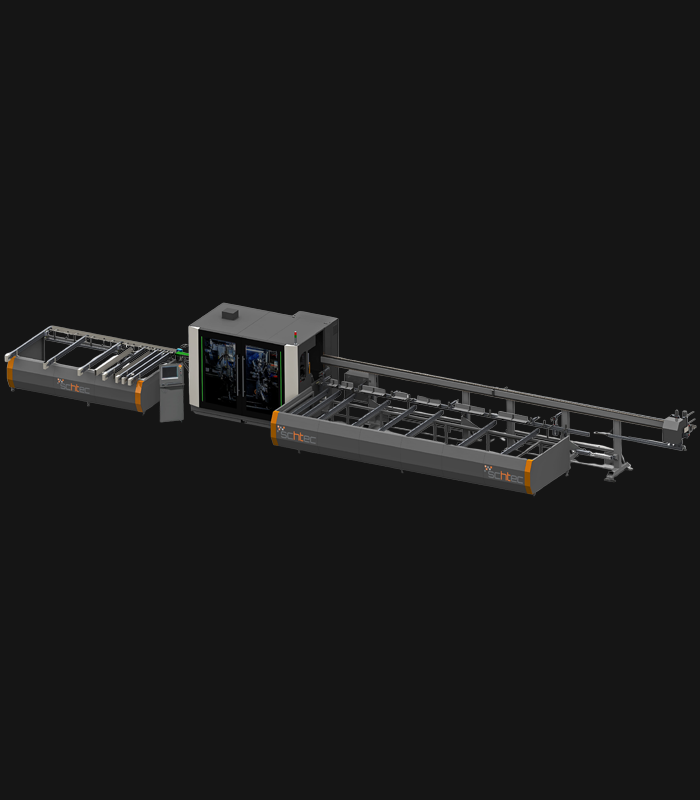
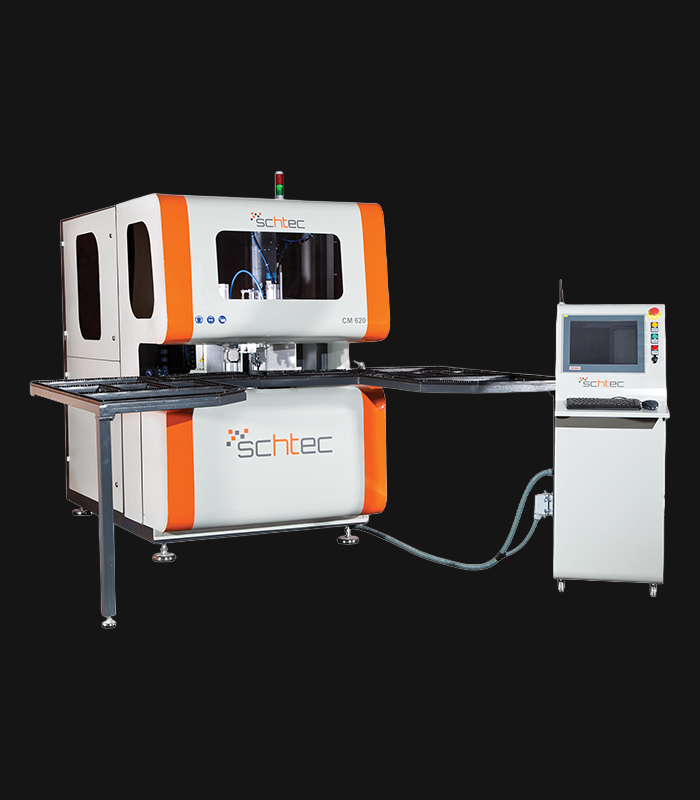
- Profil İşleme ve Kesim Merkezleri
- Kesim Makineleri
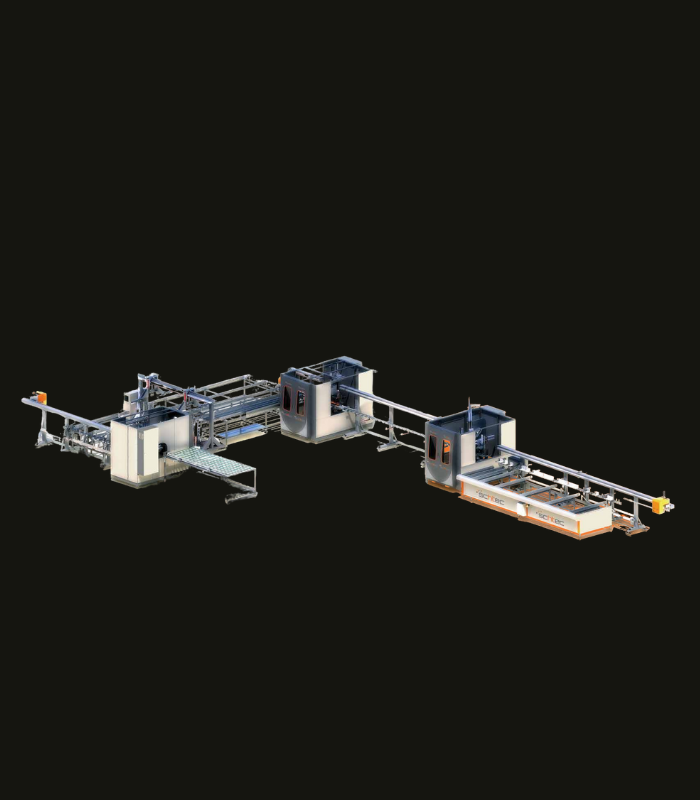
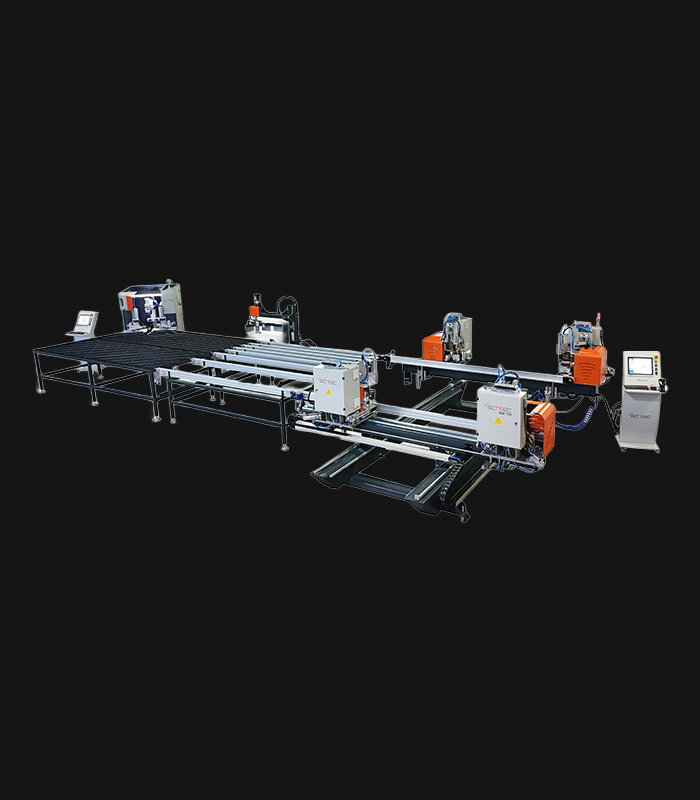
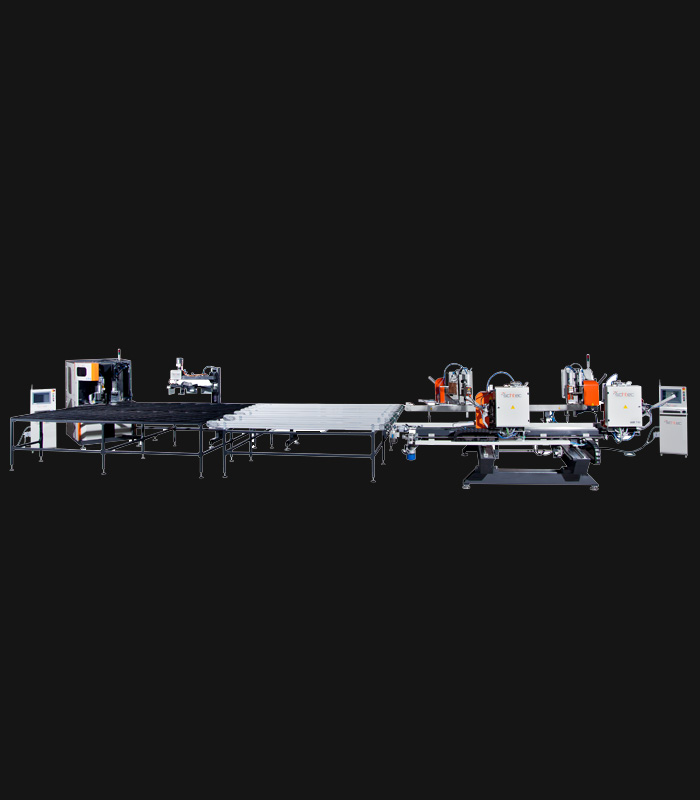
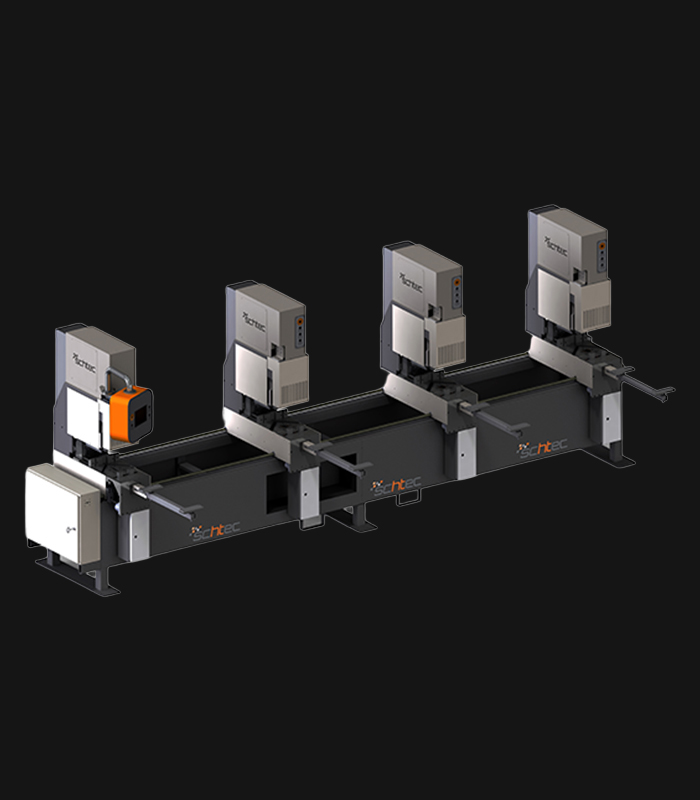
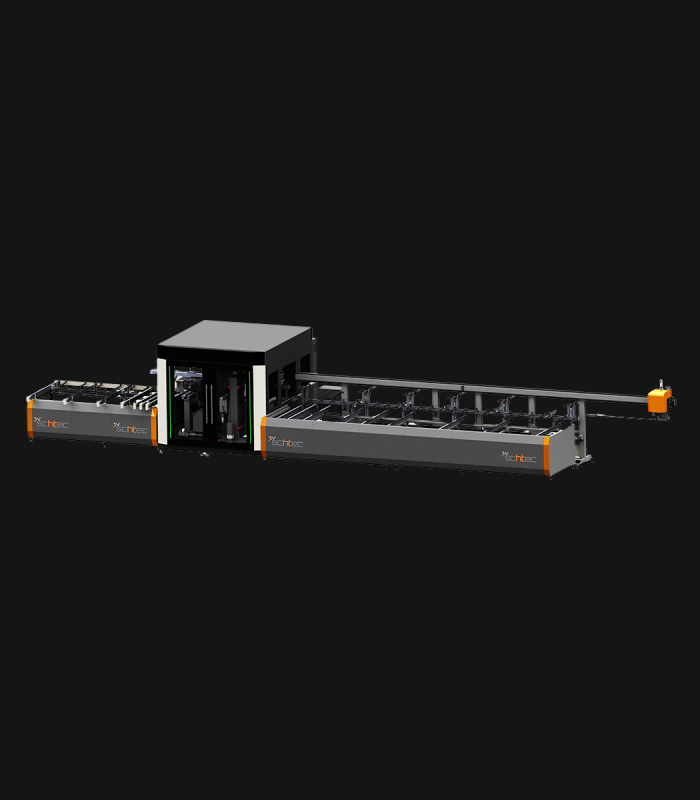
- Dört Köşe Kaynak ve CNC Köşe Temizleme Hattı
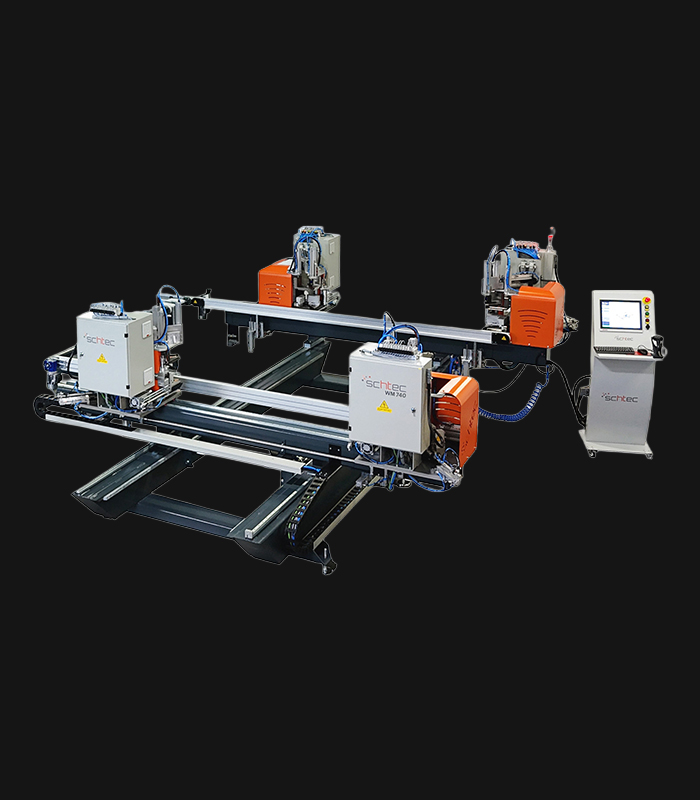
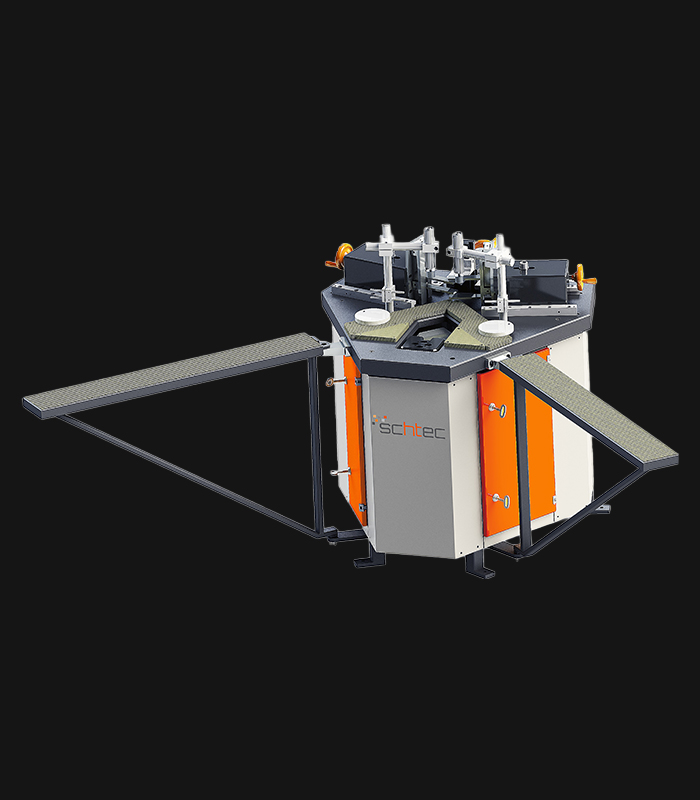
- Kaynak Makineleri
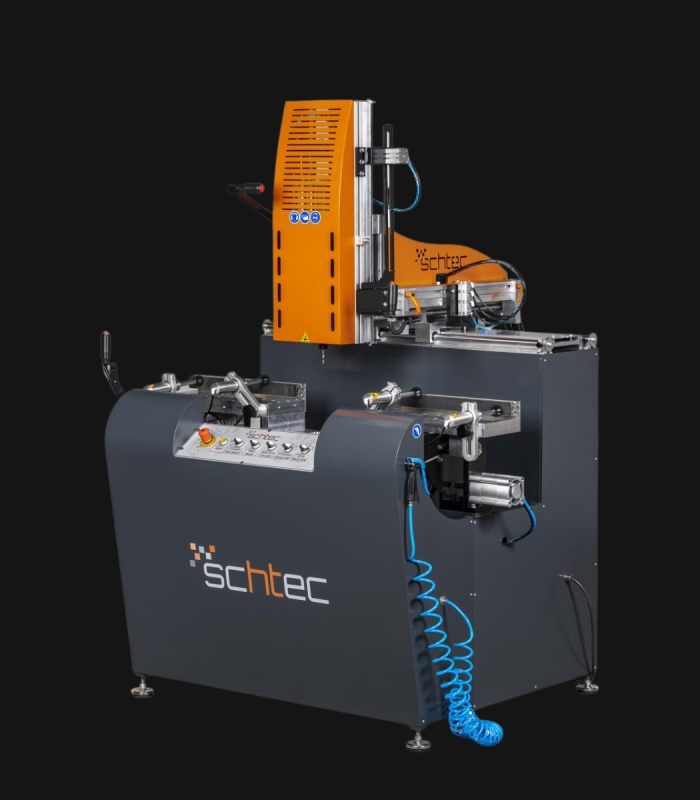
- Kopya Freze ve Delme Makineleri
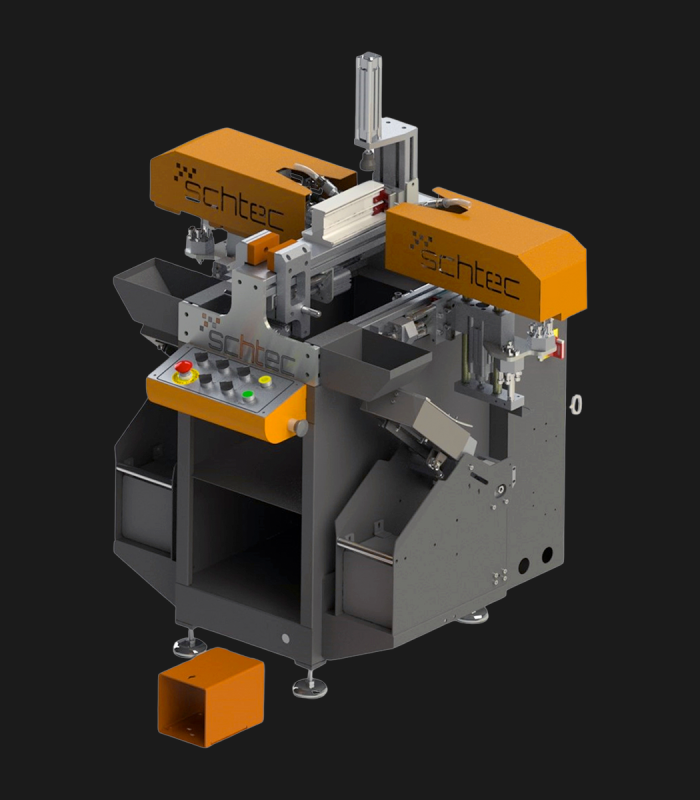
- Orta Kayıt Alıştırma Makineleri
- Tam Otomatik Profil Vidalama Merkezleri
- Destek Sacı Vidalama Makineleri
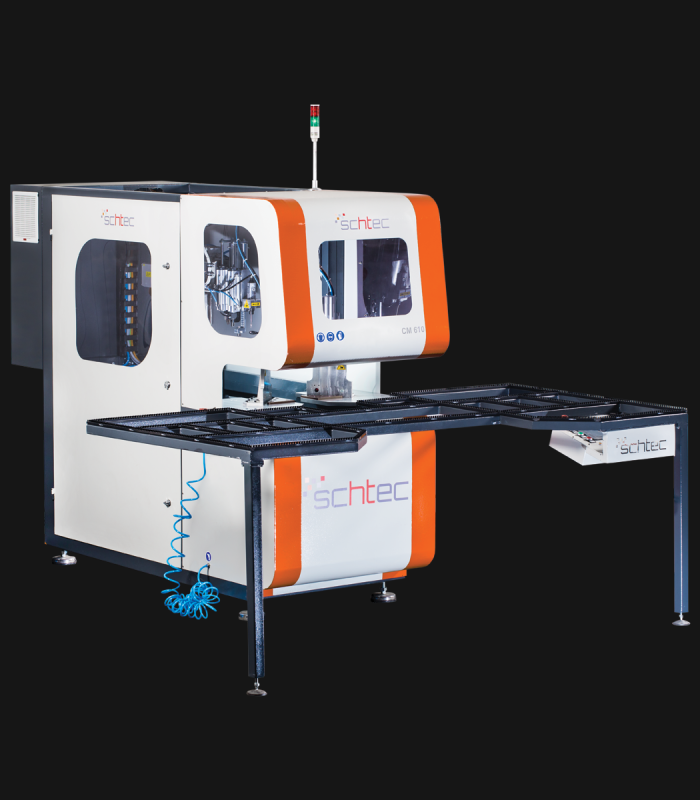
- Köşe Temizleme Makineleri
- Aksesuar Montaj Makineleri